|
|
 |
 |
Enviar sugerencia | Exportación: |




|
|
CZM060 |
Ud |
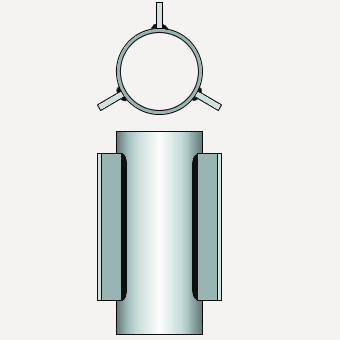
Conexión de micropilote al cabezal, mediante conectores, para recalce de cimentación. |
$ 19.502,76 |
|
Conexión de micropilote al cabezal con pletinas de acero laminado A 36 fijadas mediante soldadura al perfil tubular, en el tramo previamente descabezado y limpio, para la correcta adherencia entre la armadura del micropilote y el concreto del cabezal; para recalce de cimentación en un área de trabajo con altura libre de entre 2,50 y 4 m. |
|
Código |
Unidad |
Descripción |
Cantidad |
Valor unitario |
Valor parcial |
|
1 |
Materiales |
||||
|
mt07ala001d |
kg |
Pletina de acero laminado A 36, según ASTM A 36, para aplicaciones estructurales. Trabajada y montada en taller, para colocar en obra. |
2,500 |
5.305,67 |
13.264,18 |
|
Subtotal materiales: |
13.264,18 |
||||
|
2 |
Equipo |
||||
|
mq08sol020 |
h |
Equipo y elementos auxiliares para soldadura eléctrica. |
0,152 |
8.641,27 |
1.313,47 |
|
Subtotal equipo: |
1.313,47 |
||||
|
3 |
Mano de obra |
||||
|
mo019 |
h |
Oficial 1ª soldador. |
0,176 |
25.810,78 |
4.542,70 |
|
Subtotal mano de obra: |
4.542,70 |
||||
|
4 |
Herramienta menor |
||||
|
% |
Herramienta menor |
2,000 |
19.120,35 |
382,41 |
|
|
Coste de mantenimiento decenal: $ 585,08 en los primeros 10 años. |
Costos directos (1+2+3+4): |
19.502,76 |
|||
Pliego de condiciones
|
ÍTEM CZM060: CONEXIÓN DE MICROPILOTE AL CABEZAL, MEDIANTE CONECTORES, PARA RECALCE DE CIMENTACIÓN. MEDIDAS PARA ASEGURAR LA COMPATIBILIDAD ENTRE LOS DIFERENTES PRODUCTOS, ELEMENTOS Y SISTEMAS CONSTRUCTIVOS QUE COMPONEN EL ÍTEM. La zona de soldadura no se pintará. No se pondrá en contacto directo el acero con otros metales ni con yesos. CARACTERÍSTICAS TÉCNICAS Conexión de micropilote al cabezal con pletinas de acero laminado A 36 fijadas mediante soldadura al perfil tubular, en el tramo previamente descabezado y limpio, para la correcta adherencia entre la armadura del micropilote y el concreto del cabezal; para recalce de cimentación en un área de trabajo con altura libre de entre 2,50 y 4 m. CRITERIO DE MEDICIÓN EN PROYECTO Número de unidades previstas, según documentación gráfica de Proyecto. CONDICIONES PREVIAS QUE HAN DE CUMPLIRSE ANTES DE LA EJECUCIÓN DE LOS ÍTEMS DEL SOPORTE. Se comprobará que la superficie está seca y limpia. AMBIENTALES. No se realizarán trabajos de soldadura cuando la temperatura sea inferior a 0°C. PROCESO DE EJECUCIÓN FASES DE EJECUCIÓN. Limpieza y preparación de la superficie soporte. Replanteo y marcado de los ejes. Fijación de los conectores con soldadura. CONDICIONES DE TERMINACIÓN. El conjunto quedará perfectamente aplomado y rígido. MEDIDA Y FORMA DE PAGO Se medirá el número de unidades realmente ejecutadas según especificaciones de Proyecto. |
Espere, por favor
Ejecutando proceso...




 ¿Qué son estos precios?
¿Qué son estos precios?


























